河北冀力索具有限公司為您提供:吊裝帶、起重吊裝帶、合成纖維吊裝帶、白色吊裝帶、丙綸吊裝帶、丙綸絲、織帶等相關信息及資訊,銷售服務熱線:18233358325《同微信》
聯系我們
CANTACT US
- 聯系:夏彥穎
- 手機:18233358325
- 微信:18233358325
- 傳真:0312-8152329
- 郵箱:2125262420@qq.com
- 網址:www.7ig.com.cn
- 廠址:河北省保定市
吊裝帶執行標準
目次
前言 ................................................................................. II
1 范圍................................................................................ 1
2 規范性引用文件...................................................................... 1
3 術語和定義.......................................................................... 1
4 失效................................................................................ 3
5 要求............................................................................ 3
6 要求的檢驗...................................................................... 7
7 標識................................................................................ 8
8 制造商應提供的證書................................................................. 10
9 使用說明書......................................................................... 10
附錄 A (規范性附錄) 驗證要求的試驗方法 ......................................... 11
附錄 B (規范性附錄) 制造商應提供的使用和維護信息.................................... 12
附錄 C (資料性附錄)為制造商進行型式試驗提供的用于驗證C/Cr 型吊裝帶與其端配件(符合A4 中
規定)連接性能的操作指南....................................... 13
附錄D (資料性附錄) 制造商應提供吊裝帶的使用信息 ................................... 14
附錄 E (資料性附錄) 本部分與 EN1492-1:2000 技術性差異及其原因...................... 17
參考文獻 …………………………………………………………………………………………20
圖1 織帶的寬度和厚度………………………………………………………………………… 4
圖2 軟環眼類型…………………………………………………………………………………5
圖3 典型的標簽樣式…………………………………………………………………………… 9
圖4 標簽固定在環狀吊帶上的方式………………………………………………………………9
圖5 標簽固定在單根吊帶上的方式………………………………………………………………9
圖6 標簽固定在帶有端配件吊帶上的方式……………………………………………………… 9
圖A.1 將織帶劃分為四等份的標記位置…………………………………………………………11
圖D.1 圖中顯示了吊鉤直徑太小時,與織帶環眼結合得不充分………………………………… 15
圖D.2 雙匝扼圈連接……………………………………………………………………………16
表1 失效和相關要求…………………………………………………………………………… 3
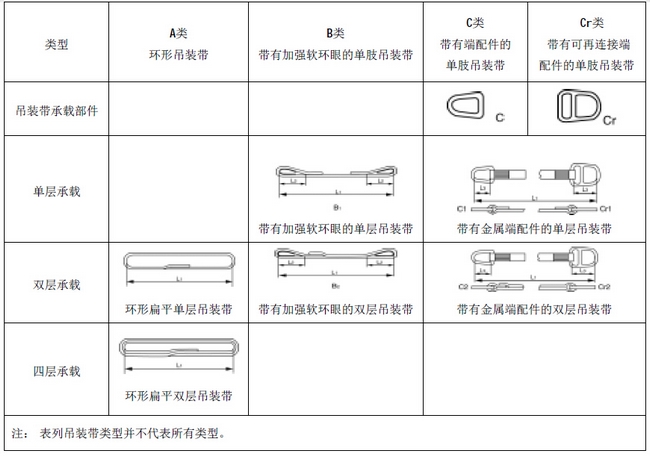
表2 吊裝帶名稱和主要類型………………………………………………………………………4
表3 極限工作載荷和顏色代號……………………………………………………………………6
表4 大試驗間隔……………………………………………………………………………… 7
表5 大試驗間隔……………………………………………………………………………… 8
表E.1 本部分與EN 1492-1:2000 的技術性差異及其原因………………………………………17
前言
JB/T8521《編織吊索性》分為以下兩個部分:
——第1部分:一般用途合成纖維扁平吊裝帶;
——第2部分:一般用途合成纖維圓形吊裝帶。
本部分為JB/T8521的第1部分。
本部分修改采用EN1492-1:2000《編織吊索性第1部分:一般用途合成纖維扁平吊裝帶》(英
文版)。
本部分根據EN1492-1:2000重新起草。
考慮到我國吊索具行業特點,本部分在采用EN1492-1時進行了修改,這些技術性差異用垂直單線標識
在他們所涉及的頁邊空白處,在附錄E中給出了技術性差異及其原因一覽表以供參考。
為便于使用本部分還做了以下編輯性修改:
——“本歐洲標準”一詞改為“本部分”;
——用小數點“.”代替作為小數點的逗號“,”;
——刪除EN1492-1:2000的“前言”、“引言”和附錄E。
本部分代替JB/T 8521-1997 《起重吊具合成纖維吊裝帶》
本部分的附錄A和附錄B為規范性附錄,附錄C、附錄D和附錄E為資料性附錄。
本部分由中國機械工業聯合會提出。
本部分由全國起重機械標準化技術委員會(SAC/TC227)歸口。
本部分由巨力集團有限公司、北京起重運輸機械研究所、機械科學研究總院中機生產力促進中心負責
起草。
本部分主要起草人:楊建國、崔振元、姚軍戰、劉永暉、李彥英。
本部分所代替標準的歷次版本發布情況為:
——JB/T8521—1997。
編織吊索性
第 1 部分:一般用途合成纖維扁平吊裝帶
1 范圍
JB/T 8521的本部分規定了寬度為25mm ~ 320mm 由聚酰胺、聚酯和聚丙烯合成纖維材料制成的扁
平吊裝帶(以下簡稱吊裝帶),以及單肢、兩肢、三肢、四肢和環形吊裝帶(帶或不帶端配件)的定級
和試驗方法。
本部分適用于一般材料和物品作業。
本部分未涉及的作業包括:人、有潛在危險的物品,如:熔融的金屬、酸、玻璃板、易碎
物品、核反應堆、以及特殊環境下的作業。
本部分的吊裝帶適用于在以下溫度范圍內使用和貯存:
a) 聚酯、聚酰胺:-40℃~100℃;
b) 聚丙烯:-40℃~80℃。
本部分不適用于以下類型的吊裝帶:
a) 袋狀吊裝帶,網狀吊裝帶(由數個織帶交叉縫制在一起組成);
b) 單纖維織帶制成的吊裝帶;
c) 用于試驗不再使用的吊裝帶。
本部分規定的技術要求,應大限度減少第4章中列出的失效,列出的失效是在按照制造商或授權
代表規定的說明和技術規范使用吊裝帶時,可能產生的失效。
2 規范性引用文件
下列文件中的條款通過JB/T 8521的本部分的引用而成為本部分的條款。凡是注日期的引用文件,
其隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本部分,然而,鼓勵根據本部分達成協
議的各方研究是否可使用這些文件的新版本。凡是不注日期的引用文件,其新版本適用于本部分。
GB/T 251-1995 評定沾色用灰色樣卡(idt ISO 105/A03:1993)
GB/T 3820 紡織品和紡織制品厚度的測定(GB/T 3820—1997,eqv ISO 5084:1996)
GB/T 16825.1 靜力單軸試驗機的檢驗第1部分: 拉力和(或)壓力試驗機測力系統的檢驗與校
準(GB/T16825.1—2002,ISO 7500-1:1999,IDT)
GB/T16856—1997 機械、風險評價的原則(eqv prEN1050:1994)
GB/T19001—2000 質量管理體系要求(idt ISO 9001:2000)
3 術語和定義
下列術語和定義適用于本部分。
3.1
扁平吊裝帶 flat woven webbing sling
柔性吊裝帶,由縫制織帶部件組成,帶或不帶端配件(見表2),用于將載荷連接到起重機的吊鉤
或其它起重設備上。
3.2
多層吊裝帶 multi-layer slin
吊裝帶,縫制織帶部件或由兩層或兩層以上同樣規格的織帶縱向疊加構成的織帶部件(見表2)。
3.3
組合多肢吊裝帶 multi-leg sling assembly
組合扁平吊裝帶,由連接到主鏈環的兩肢、三肢或四肢同樣規格的吊裝帶組成(見表3)。
3.4
吊裝帶樣品/縫制織帶部件樣品 representative sling/representative sewn webbing component
用于進行檢測與吊裝帶或縫制織帶部件類型和結構相同的試驗樣品(見6.2和6.3)。
注: 吊裝帶樣品/縫制織帶部件樣品與實際產品僅在長度上可能有所不同。
3.5
縫合 seam
通過使用橫向往返移動的纖維線進行接合,將帶子自身或將幾條帶子相互縫合在一起,或將加強材料
縫合在帶子上的接合方法。
3.6
封閉表面 closed surface
織帶表面,目測或用手工檢查時是封閉的,如同熱固成形或用附加物質上色,單根纖維絲緊密排列。
3.7
環眼 eye
縫制織帶部件的終端,通過將織帶末端翻轉180°,再用承力線將其固定在織帶的固定部分,組成
一個終端軟環眼或連接一個終端端配件。
3.8
軟環眼 soft eye
縫制織帶部件的終端環眼,可以被繩索穿過,用來將可移動的端配件或連接件連接到起重機的吊鉤、
其它設備或零件上。
3.9
端配件 fitting
承力金屬部件,作為吊裝帶的一部分,用于連接其它附件或其他吊裝帶上,從而組成多肢吊裝
帶總成,或是連接到起重機的吊鉤或其它起重設備上。
3.10
主鏈環 master link
鏈環或鏈環總成,組成多肢吊裝帶總成的上部終端,用于將吊索總成連接到起重機的吊鉤、其它起
重設備或附件上。
3.11
名義長度 nominal length
吊裝帶的規定長度(含端配件),在承力點之間測量(見表2)。
3.12
有效工作長度(EWL) effective working length (EWL)
吊裝帶的實際成品長度(含端配件),在承力點之間測量(見5.7)。
3.13
極限工作載荷(WLL) working load limit (WLL)
吊裝帶垂直時的大載荷,也是一般作業時單肢吊裝帶或組合多肢吊裝帶所能承受的大
載荷(見表3)。
3.14
方式系數(M) mode factor (M)
計算吊裝帶或組合多肢吊裝帶的極限工作載荷時使用的系數,與組合類型和使用方式有關。
3.15
檢驗人員 competent person
被指定的,經過適當培訓具有一定***知識和實踐經驗的人員,能夠按照必要的程序來實施所需要
的試驗和檢驗。
注: GB/T19001-2000中6.2.2為培訓指南。
4 失效
載荷的意外釋放或由于部件失效造成載荷的釋放,會直接或間接威脅到在危險區域人員的或身
體健康。
一般用吊裝帶,具有符合本部分規定的性能時,耐久性不作為一種失效判據。
極限工作載荷或附件規格的選擇不正確會引起吊裝帶的失效,本部分還規定了標識要求及制造
商的證書要求(見第7章和第8章)。
附錄B及附錄D給出了全面的使用信息。
本部分中認為應采取措施減少的失效是經風險評估認定為聚酰胺、聚酯和聚丙烯制成的吊裝帶的重
大失效(見表1)。

5 要求
5.1 材料
織帶的材料應由工業絲制成。并經制造商確認所用材料易于牽引,熱穩定性良好,其斷裂強度
不低于60cN/tex,織帶的主要材料有以下幾種:
——聚酰胺(PA),高韌性多纖維絲;
——聚酯(PES),高韌性多纖維絲;
——聚丙烯(PP),高韌性多纖維絲。
注: 應注意到不同種類合成纖維的抗化學性能不同,參見附錄D中簡要說明。
5.2 編織
所有工業絲的原始材料應相同(見 5.1)。
無論是傳統編織還是無梭編織,編織帶均應復合堆疊,統一編織,以確保編織時若其中一根絲斷裂,
其末端無法從織帶中抽出,從而避免抽出斷絲而引起織帶散開。
編織的方法應確保織帶樣品按照附錄 A 的方法進行測試時,當織帶寬度不大于100mm,已完成織帶
的寬度變化減小不大于10%;當織帶寬度大于100 mm 時,已完成織帶的寬度變化減小不大于12%。
5.3 寬度
織帶的寬度 b(見圖1)應為25mm~320mm,若用分度值為1mm 的鋼卷尺或鋼直尺測量時應遵循以
下偏差:
a) 名義寬度不大于 100mm 時偏差為&***mn;10%;
b) 名義寬度大于 100mm 時偏差為&***mn;8%。
5.4 織帶厚度和吊裝帶厚度
單層吊裝帶,吊裝帶承力部分的厚度少為2mm。多層吊裝帶,用于提供吊裝帶每層受力部分的織
帶厚度少為1.2mm。
厚度S1(見圖1)應按照GB/T3820的規定進行測量。

5.5 后期加工和其它處理
組成縫制織帶部件的織帶應進行染色(見5.11),織帶耐摩擦的沾色牢度應不低于GB/T251 中規定
的3 級。
縫制織帶部件應處理成封閉表面。
注: 通過這些處理可以減少磨損,阻止磨損材料侵入,能夠用于織帶和/或縫制織帶部件和/或絲線。
5.6 吊裝帶的類型和標識名稱
環形吊裝帶為A類,由單層或雙層織帶組成。帶有加強軟環眼的單肢吊裝帶為B類,帶有金屬端配件
的單肢吊裝帶為C類(端配件若為可再連接型的為Cr類),由一層、兩層、三層或四層組成。標識名稱
由代表類別的字母和層數組成,見表2。
表2 吊裝帶名稱和主要類型
5.7 有效工作長度(EWL)
吊裝帶水平放置,并用手拉直時,用分度值為1mm的鋼卷尺或鋼直尺測量,其有效工作長度(EWL)
L1(見表2),偏差不應超過名義長度的&***mn;3%。
5.8 吊裝帶的縫合
5.8.1 所用縫合線的原始材料應與織帶的原始材料相同(見5.1),并由縫紉機進行加工。針腳不應
接觸和影響織帶邊緣,除非織帶有牢固環眼的加強措施。
注: 可采用與吊裝帶其它部分不同顏色的縫線進行縫合以便于制造商和使用者進行檢查和驗收。
5.8.2 縫合線的針腳應穿過織帶需要共同縫紉的部分,針腳應平整光滑,織帶表面無多余線圈。
5.8.3 織帶的斷口應采取措施防止織帶散開。加熱處理的斷口不應損壞相鄰的針腳,不應對熱處理
的斷口進行縫合。
注: 為防止縫線滑移,已對織帶進行過浸漬處理,則沒有必要進一步的處理,此時,可以對其斷口進行再次縫合。
5.9 軟環眼
環眼內圈的長度用L2表示(見表2),平坦放置時用分度值為1mm的鋼卷尺或鋼直尺測量,其小尺
寸應符合以下要求:
a) 織帶寬度不大于 150mm 時為寬度的3 倍;
b) 織帶寬度大于 150mm 時為寬度的2.5 倍。
軟環眼類型如圖 2 所示。

注 1:折疊環眼通過折疊織帶的局部,將織帶兩邊縫合在一起或將其縫合到織帶本身縫合起來而形成的環眼。
注 2:折疊環眼也可為翻轉的。
注 3:圖示環眼類型并不代表所有類型。
注 4:為了表示清楚,圖示中省略了環眼的加固,但是環眼的加固也是本部分的要求(見5.10)。
5.10 軟環眼的加固
軟環眼應進行加固以防止在和扼吊時環眼的內部表面受到損壞。
注: 適合加固的材料如套管、一塊織帶,皮革或其它耐磨材料。
5.11 顏色標識
縫制織帶部件的顏色應按表3的規定,不同的顏色代表不同的極限工作載荷。表3中未列出極限工作
載荷的吊裝帶,其顏色應與表3中列出的顏色不同。
5.12 極限工作載荷
吊裝帶或組合多肢吊裝帶的極限工作載荷應等于縫制織帶部件的極限工作載荷乘以相應的方式系
數M(按表3 選取)。
表3 極限工作載荷和顏色代號
.jpg)
5.13 破斷力
按照附錄 A 的規定進行試驗時,吊裝帶的小破斷力應為6 倍極限工作載荷。除非所有同類型的吊
裝帶都進行相同的預加載荷,否則不應在試驗前對其預加載荷。
5.14 吊裝帶的端配件
5.14.1 端配件的質量等級應由供需雙方協商確定。
5.14.2 按附錄A 的規定進行試驗時,端配件與織帶的連接應保證:
a) 吊裝帶與端配件相接觸的區域沒有損壞;
b) 吊裝帶應能承受施加的載荷。
5.14.3 安裝焊接端配件時應使焊縫在吊裝帶使用過程中可以看見。
5.15 防止銳利邊緣和/或損傷吊裝帶的加強及保護措施
5.15.1 應在吊裝帶上施加耐久性加固物時,應將其熔鑄在吊裝帶上,或在吊裝帶上縫制一塊保護材料
或護套保護織帶。
5.15.2 護套應為管狀,以便能將其自由套套在縫制織帶部件需要保護的部位。
注: 護套的材料可以是織帶、織物、皮革以及其它耐用材料。
5.16 可查詢記錄(編碼)
可查詢記錄(編碼)(見7.1)包括產品標識的可查詢記錄,少應包含以下基本內容:
a) 織帶的標志和標識;
b) 制造商的檢驗記錄;
c) 端配件的名稱及級別。
6 要求的檢驗
6.1 檢驗人員
所有試驗及檢驗應由檢驗人員實施。
6.2 型式試驗
6.2.1 應按照附錄A.3 的要求檢測每種類型或每種結構的首件吊裝帶樣品的極限工作載荷(材料更改
時也應進行檢測)。
試驗時,如果吊裝帶樣品的承載力達不到6 倍極限工作載荷,但不小于6 倍極限工作載荷的90%,
則應另外抽取3 件同種類型的吊裝帶樣品進行試驗。如果有1 件或更多件的承載力仍達不到6 倍極限工
作載荷,則判定此種類型的吊裝帶不符合本部分規定。
6.2.2 應按照附錄A.4 對要使用端配件的每種類型的吊裝帶樣品(吊裝帶類型為C/Cr)進行試驗,以
驗證吊裝帶與其端配件的連接是否符合要求。
試驗時,如果吊裝帶樣品的承載力達不到4 倍極限工作載荷,但不小于4 倍極限工作載荷的90%,
則應另外抽取3 件同種類型的吊裝帶樣品進行試驗。如果有1 件或更多件的承載力仍達不到4 倍極限工
作載荷,則判定此種類型的吊裝帶不符合本部分規定。
6.3 制造試驗體系
6.3.1 制造試驗體系應符合GB/T19001 的質量管理體系要求并取得具有資質的認證機構認證。
如果以上體系已在運行中,制造試驗體系應按6.3.2執行。否則按6.3.3執行。
6.3.2 制造商具備符合GB/T19001 質量管理體系時進行的生產試驗
如果制造商具備符合GB/T19001質量管理體系生產制造時,應少按照達到表4中規定生產量的時間
或兩年選出一些吊裝帶進行試驗(時間間隔取兩者中較短的時間),選定的吊裝帶應按照附錄A.3的規
定檢驗極限工作載荷。
表4 大試驗間隔

試驗時,如果吊裝帶樣品的承載能力達不到6倍極限工作載荷,但不小于6倍極限工作載荷的90%,
則應另外抽取3件同種類型的吊裝帶樣品進行試驗。如果有1件或更多件的承載能力仍達不到6倍極限工
作載荷,則判定此種類型的吊裝帶不符合本部分規定。
6.3.3 制造商不具備符合GB/T19001 質量管理體系時進行的生產試驗
如果制造商不具備符合GB/T19001質量管理體系生產制造時,應少按照達到表5中規定生產量的時
間或一年選出一些吊裝帶進行試驗(時間間隔取兩者中較短的時間),選定的吊裝帶應按照附錄A.3的
規定檢驗極限工作載荷。
表5 大試驗間隔

試驗時,如果吊裝帶樣品的承載能力達不到6倍極限工作載荷,但不小于6倍極限工作載荷的90%,
則應另外抽取3件同種類型的吊裝帶樣品進行試驗。如果有1件的承載能力仍達不到6倍極限工作載荷,
則判定此種類型的吊裝帶不符合本部分的規定。
6.4 目測或手工檢查
應對每件吊裝帶或組合多肢吊裝帶成品進行目測或手工檢查,包括測量主要尺寸。如果發現吊裝帶
有不符合要求的隱患或發現缺陷,則該吊裝帶應予報廢。
6.5 試驗和檢驗記錄
制造商應保留一份有關所有試驗和檢驗結果的記錄,以備查驗和參考。
7 標識
7.1 總則
吊裝帶應包括如下標識:
a)垂直時的極限工作載荷;
b)吊裝帶的材料,如聚酯、聚酰胺和聚丙烯;
c)端配件等級;
d)名義長度,單位:m;
e)制造商名稱、標志、商標或其它明確的標識;
f)可查詢記錄(編碼)(見5.16);
g)執行的標準號。
7.2 A、B、C 以及Cr 類吊裝帶的標識
7.2.1 應在耐用的標簽上(標簽直接固定在吊裝帶上)清晰地標示出7.1 中規定的信息。標簽字
體的高度應不小于1.5mm。應將標簽的一部分縫入織帶中,該部分也應當標識7.1 中規定的內容以備參
考。標準標簽應如圖3 所示,圖4、圖5 和圖6 給出了不同類型吊裝帶標簽的固定方式。
7.2.2 織帶的材料應通過標簽的顏色進行標識,以下為吊裝帶材料及對應的標簽顏色:
——聚酰胺:綠色;
——聚 酯:藍色;
——聚丙烯:棕色。

注 1:標簽外露部分的背面可另外注明不同使用方式下吊裝帶的極限工作載荷。
注 2:圖4~圖6示范了標簽固定在不同類型吊裝帶上的方式。
注 3:法規標識(認證標識)在標簽上可見處標明。

7.3 組合多肢吊裝帶的標識
以下要求適用于兩肢、三肢或四肢吊裝帶:
a) 標識應為易于識別的耐久性標簽(如圓形標簽),標簽應固定在主鏈環上,以便與其它吊裝帶
類型相區別;
b) 吊裝帶的標識內容應包括任一索肢在使用時與垂直方向的大夾角;
c) 每一索肢的標簽不應顯示極限工作載荷。
8 制造商應提供的證書
按照第 6 章的要求對產品進行了所有的試驗和檢驗后,制造商應向購貨方為每批吊裝帶出具一份證
書,該證書少應包含以下內容:
a)制造商的名稱、地址和制造商的標志或標識;
b)吊裝帶的極限工作載荷;對多肢吊索還要說明索肢與垂直方向的夾角范圍;
c)吊裝帶類型,包括:環眼、端配件、索肢數量及名義長度和寬度;
d)“吊裝帶”或“組合多肢吊裝帶”的定義;
e)吊裝帶的材料;
f)端配件的等級;
g)如果需要,為防止邊緣和/或損傷而進行的加固和保護措施;
h)執行的標準號,例如JB/T8521.1;
i)試驗參考資料(參見第6 章);
j)可查詢記錄(編碼);
k)代表制造商簽署證書的被授權人的身份證明及簽署日期。
9 使用說明書
應為每肢吊裝帶或單次訂貨中每批吊裝帶的發貨,按照附錄B的要求提供使用說明書。
附錄 A
(規范性附錄)
驗證要求的試驗方法
A.1 總則
A.1.1 所有試驗和檢驗應由檢驗人員按GB/T 16825.1進行檢驗與校準的拉力試驗機進行,使用的鋼卷
尺或鋼直尺,其分度值應為1mm。
A.1.2 在載荷試驗中,加載在吊裝帶的承載力應保證試驗樣品每1000mm長度的大拉伸速度為
110mm/min。
A.1.3 吊裝帶試件樣品在試驗前不應預加載荷,除非同種類型的所有吊裝帶具有相同的預加載荷,且
預加載荷應不大于極限工作載荷的2倍。
警告:進行拉力試驗時,大量能量存儲在吊裝帶中,如果試驗樣品斷裂,這些能量會立即釋放出來,
因此要特別注意保護危險區域中的人員。
A.2 織帶承載時寬度變化的測定
A.2.1 將一根縫制織帶部件樣品裝在試驗機上,不施加載荷,使織帶形成一個松弛的懸鏈。
A.2.2 在織帶表面做一中間標記,此標記垂直于縱向軸線,并在織帶的中點。在中間標記兩邊再做一
個劃分標記,這兩個標記應分別在中間標記和織帶兩邊的承力點之間,將編織帶分成四個寬度相等的部
分(見圖A.1)。

A.2.3 在每個標記(中點及兩個劃分標記)處測量織帶的寬度,測量值到毫米,并記錄為W1。
A.2.4 然后在織帶上施加相當于其2倍極限工作載荷的承載力。
A.2.5 保持2倍極限工作載荷的施加力,此時再在每個標記處測量織帶的寬度,測量值到毫米,
并記錄為W2。
A.2.6 三個位置處寬度的尺寸變化用百分比表示,其計算公式為[(W2-W1)/W1]×。
A.2.7 織帶正常寬度不大于100mm 時,若其中寬度測量值減小超過正常寬度的10%,則該織帶判
為不合格。同理,織帶正常寬度大于100mm 時,若其中寬度測量值減小超過正常寬度的12%,則
該織帶判為不合格。
A.3 縫制織帶部件極限工作載荷的試驗
A.3.1 環狀縫制織帶部件,A類吊裝帶
吊裝帶樣品或縫制織帶部件樣品應平直無扭曲地安裝在試驗機的系索銷或系索樁之間。縫合線應遠
離系索銷或系索樁。試件應能承受不低于縫制織帶部件6 倍極限工作載荷的力。
A.3.2 環狀縫制織帶部件,B類吊裝帶
吊裝帶樣品或縫制織帶部件樣品應平直無扭曲地安裝在試驗機的選用系索銷或系索樁之間。系索銷
或系索樁的直徑應確保試件環眼的夾角在10°~20°之間。試件應能承受不低于縫制織帶部件6倍極限
工作載荷的力。
A.3.3 驗收準則
A.3.3.1 如果縫制織帶部件樣品能夠承受6倍極限工作載荷,則其通過檢定。無需進行此承載力之外的
試驗。
A.3.3.2 如果縫制織帶部件樣品不能承受6倍極限工作載荷,則該樣品無法通過檢定。只有在滿足
6.2.1、6.3.2或6.3.3的要求時才可進行更多樣品的檢定。
A.3.4 制造商記錄
為保證制造商的記錄完整,無論縫制織帶部件樣品是否通過驗收或者被拒收都應作為制造商的記錄
保留下來。
A.4 驗證C/Cr類型吊裝帶與其端配件連接性能的試驗
A.4.1 C/Cr類吊裝帶,連接端配件使用的縫制織帶部件樣品應縫制成適合進行端配件測試,代表端配
件范圍內的小結合面(參見資料性附錄C)。
A.4.2 樣品應平直無扭曲地安裝在試驗機的系索銷或系索樁之間。系索銷或系索樁的接觸半徑應確保
端配件具有足夠的活動面積,以防止端配件在測試時扭曲變形。樣品應能承受相當于縫制織帶4倍極限
工作載荷的承載力。
A.4.3 帶端配件吊裝帶的驗收準則:
A.4.3.1 如果縫制織帶部件能夠承受其4倍極限工作載荷的承載力,則其通過試驗。
A.4.3.2 如果縫制織帶部件不能承受4倍極限工作載荷,則該樣品沒有通過試驗。只有在滿足6.2.2的
要求時才可進行更多樣品的試驗。
A.4.4 帶端配件吊裝帶的制造商記錄
為保證制造商的記錄完整,無論縫制織帶部件樣品是否通過驗收或者被拒收都應作為制造商的記錄
保留下來。
附 錄 B
(規范性附錄)
制造商應提供的使用和維護信息
B.1 范圍
該附錄指導制造商提供吊裝帶的使用及維護信息,這些信息均應符合本部分的要求。
注: 附錄D提供了有關使用和維護的詳細資料。
B.2 總則
吊裝帶的制造商應為交付的每一批吊裝帶(見第9章)提供證明文件資料,附錄D為制造商準備
相關資料提供了指南。
B.3 由于環境條件或有害物質的存在,對吊裝帶的使用限制(參見D.1):
a) 所選擇材料的抗化學性能;
b) 溫度的限制;
c) 對切割和磨損的敏感性;
d) 紫外線輻射造成的降級。
B.4 吊裝帶在使用前(參見D.2.1):
a) 獲得制造商證書;
b) 獲得指導和培訓。
B.5 吊裝帶每次使用前/每段時間使用前(參見D.2.2 和D.2.3):
a) 檢驗程序;
b) 是否有標簽,標識是否明晰;
c) 報廢準則。
B.6 吊裝帶的選擇和使用(參見D.3):
a) 確定物品的質量、重心、吊點及連接方式;
b) 查看標識的極限工作載荷和方式系數。對多肢吊裝帶,還包括對索肢的角度限制;
c) 吊裝帶與起重機吊鉤的連接方式;
d) 吊裝帶與物品的連接方式:垂直連接、扼圈式連接、吊籃式連接、特殊端配件連接及其它
零件連接;
e) 對吊裝帶和物品進行防護;
f) 控制物品旋轉;
g) 確保物品平衡,避免索肢的縮短,如由于彎曲、打結等因素使索肢變短;
h) 沖擊載荷;
i) 人身;
j) 夾緊力;
k) 著地點的準備;
l) 吊裝帶脫開;
m) 吊裝帶的正確儲存。
B.7 定期對吊裝帶進行徹底檢查和維護
a) 報廢準則:包括標簽丟失/或損壞/或標識難以辨認;
b)檢查記錄。
附 錄 C
(資料性附錄)
為制造商進行型式試驗提供的用于驗證 C/Cr 型吊裝帶與其端配件
(符合A.4 中規定)連接性能的操作指南
C.1 該試驗旨在檢驗縫制織帶的極限工作載荷不受織帶與其端配件小結合面的影響。
C.2 由于結合面增加會減弱割口的效應,通常指鈍刀口效果,因此只需要進行小結合面的試驗。
C.3 如果吊裝帶的配件具有較大結合面,并且相同規格的吊裝帶已經具有一份測試記錄,則不需要重
復進行型式試驗。
C.4 在多數情況下,端配件的失效力應低于連接的縫制織帶部件的失效力。因此,應使用設計合理的
端配件樣品(具有與專用織帶結合的小結合面)進行試驗。
C.5 端配件樣品經合理的設計和制造,可做為試驗夾具,為了試驗和多次使用的目的。其形狀不
需與實際端配件相同,而實際端配件是為了與其它附件或起重設備相配合,設計有與縫制織帶部件相連
接的結合面,該結合面與所用端配件小結合面相同。而且要使用極厚和/或材料,才能確保其不
會扭曲變形或在試驗時斷裂。
C.6 縫制織帶部件應和生產作業中的產品規格相同。為了能夠接受測試用端配件,環眼可以更深
一些。
附 錄 D
(資料性附錄)
制造商提供吊裝帶的使用信息
D.1 在不利或有害情況下使用吊裝帶
D.1.1 吊裝帶使用的材料對部分化學物品有抗蝕性。合成纖維的抗化學性能概述如下:
a)聚酯(PES)能抵抗大多數無機酸,但不耐堿;
b)聚酰胺(PA)耐堿,但易受無機酸的侵蝕;
c)聚丙烯(PP)幾乎不受酸堿侵蝕,除需使用化學溶劑的情況外,聚丙烯適合在強化學腐蝕的環
境下使用。
無害酸或堿溶液經過蒸發而充分濃縮,從而對吊裝帶造成傷害。被污染的吊裝帶應立即停止使用,
在冷水中浸泡,自然風干后送交檢驗人員進行檢測。
帶 8 級端配件的吊裝帶及帶8 級主鏈環的多肢吊裝帶不應在酸性環境中使用。8 級材料與酸霧或堿
霧接觸會產生氫脆。如果吊裝帶在可能暴露于化學物質的環境下使用,請向制造商或供貨方咨詢。
D.1.2 吊裝帶應在以下溫度內使用和貯存:
a)聚酯及聚酰胺:-40℃~100℃;
b)聚丙烯:-40℃~80℃。
在低溫、潮濕的情況下,吊裝帶上會結冰,從而對吊裝帶形成割口及磨損,因而損壞吊裝帶的內部。
此外,結冰會降低吊裝帶的柔韌性,極端情況下會使吊裝帶不能繼續使用。
使用溫度范圍隨化學環境的不同而有所變化,詳情請向制造商或供貨方咨詢。
在上述規定的溫度范圍內,允許采用限定的非直接加熱的方法對吊裝帶進行烘干。
D.1.3 吊裝帶使用的合成纖維暴露于紫外線輻射下時容易降級,因此不應將吊裝帶貯存在受陽光直射
或有紫外線輻射源的地方。
D.2 對在使用期間吊裝帶的檢驗
D.2.1 在吊裝帶使用前,應確保:
a)吊裝帶的規格與訂單上的要求一致;
b)取得制造商提供的證書;
c)吊裝帶上標識的名稱和極限工作載荷與證書上的內容一致。
D.2.2 每次使用前,應檢查吊裝帶是否有缺陷,并確保吊裝帶的名稱和規格正確。不應使用沒有標識
或存在缺陷的吊裝帶;應將沒有標識或存有缺陷的吊裝帶送交有資質的部門進行檢測。
D.2.3 吊裝帶使用期間,應經常檢查吊裝帶是否有缺陷或損傷,包括被污垢掩蓋的損傷。這些被掩蓋
的損傷可能會影響吊裝帶的繼續使用。應對與吊裝帶相連的端配件和零件進行上述檢查。
如果有影響使用的狀況發生,或所需標識已經丟失或不可辨識,應立即停止使用,送交有資質的部
門進行檢測。
影響吊裝帶繼續使用可能產生的缺陷或損傷如下:
a)表面擦傷。正常使用時,表面纖維會有擦傷。這些屬于正常擦傷,幾乎不會對吊裝帶的性能造
成影響。但是這種影響是會變化的,因此繼續使用時,應減輕一些承重。應重視所有嚴重的擦
傷,尤其是邊緣的擦傷。局部磨損不同于一般磨損,可能是在吊裝帶受力拉直時,被尖銳的邊
緣劃傷造成的,并且可能造成承重減小。
b)割口。橫向或縱向的割口,織邊的割口或損壞,針腳或環眼的割口。
c)化學侵蝕。化學侵蝕會導致吊裝帶局部消弱或織帶材料的軟化,表現為表面纖維脫落或擦掉。
d)熱損傷或摩擦損傷。纖維材料外觀十分光滑,極端情況下纖維材料可能會熔合在一起。
e)端配件損傷或變形。
D.3 正確選擇和使用吊裝帶
D.3.1 選擇和確定吊裝帶時,應根據方式系數和物品的性質選擇所需要的極限工作載荷;物品的
尺寸、形狀、重量及使用方式、工作環境和物品的性質都會影響到吊裝帶的正確選擇。
選擇的吊裝帶必須有足夠的強度和使用長度。使用一肢以上的吊裝帶物品時,每肢吊裝帶的規
格都應相同。吊裝帶的材料不應受環境或物品的不利影響。
端配件和裝置應當與吊裝帶相匹配。應考慮吊裝帶的終端是否需要端配件或軟環眼。
D.3.2 使用帶有軟環眼的吊裝帶時,用于和吊鉤相連的吊裝帶環眼的小長度不小于吊鉤受力點處
大厚度的3.5倍,同時無論何種情況,吊裝帶環眼形成的角度不應超過20 °。
將帶有軟環眼的吊裝帶連接裝置時,裝置中與吊裝帶發生作用力的部分應保證基本平
直,除非吊裝帶受力部分的寬度小于75mm,在這種情況下,裝置連接件的曲率半徑少是吊裝帶受
力部分寬度的0.75倍。圖D.1顯示了當吊鉤直徑小于吊裝帶受力部分寬度的0.75倍時織帶的結合問題。
由于吊鉤的彎曲部分使吊裝帶在寬度方向不能均勻承載,因此寬的織帶可能會受到吊鉤內徑的影
響。

注: 為了表示清晰,本圖未顯示環眼加固裝置
圖 D.1 圖中顯示了吊鉤直徑太小時,與織帶環眼結合的不充分
D.3.3 吊裝帶不應過載:應使用正確的方式系數(見表3),標簽上可以標注一些方式系數對應的極限
工作載荷。在使用多肢吊裝帶時,索肢與垂直方向的夾角不應超過規定的大值。
D.3.4 時應遵照下列提倡的做法:物品前,應對懸掛、和下降操作進行計劃。
D.3.5 吊裝帶應正確放置,以的方式連接到物品。并保證吊裝帶寬度方向均勻承載。吊裝帶不應
打結或彎曲。
針腳縫合處不應越過吊鉤或其他裝置,針腳縫合處應一直在吊裝帶的固定部分。
為了防止吊裝帶上的標簽受到損傷,應使其遠離物品、吊鉤和扼圈。
D.3.6 多肢吊裝帶的極限工作載荷值是在假定組合吊裝帶對稱承載的情況下得出的。即,物品時
各索肢按設計對稱分布,相對應的索肢與垂直方向的夾角相同。
對于三肢吊裝帶總成,如果索肢不能按設計對稱布置,則在設計角度之和與相鄰索肢夾角大的索
肢上拉力大。同樣的情況也會發生在四肢吊索上,除非載荷為剛性物品。
注: 剛性物品時,只有三肢,甚兩肢受力,其余索肢只用來平衡物品。
D.3.7 應防止吊裝帶被物品或裝置的銳邊割破、摩擦及磨損。防護銳邊和/或磨損損傷的保護及加
固的零件應為吊裝帶的一部分,并應正確安排其位置。必要時對該零件進行額外的保護。
D.3.8 物品在吊裝帶上的固定應保證時其不會傾倒或掉落。吊裝帶的吊點應在物品重心的正上方,
并確保物品平衡、穩定。如果物品的重心不在吊點之下,時,吊裝帶可能會在吊點上移動。
使用吊藍式連接時,由于此種方式不像扼圈式連接,可以將被吊物抓緊,吊藍式連接在時吊裝
帶會沿吊點滾動,則應確保。成對使用的吊裝帶,建議使用隔離裝置,使索肢盡可能垂直,從
而確保物品在索肢間均勻分布。
當吊裝帶使用扼圈式連接時,應確保自然形成120°角,避免產生摩擦熱。不應強行安裝一根吊裝
帶或試圖用一根吊裝帶拉緊。固定物品的正確方法是使用雙匝扼圈,如圖D.2所示。雙匝扼圈捆扎更為
,有助于防止物品從吊裝帶上滑落。

D.3.9 物品時,應確保區域中人員的人身。應警告在作業區的人員操作將要開
始,或讓其立即離開此區域。
手或身體的其它部位應遠離吊裝帶,以防吊裝帶拉緊時造成傷害。
作業計劃和管理以及工作制度參見 ISO12480-1[1]。
D.3.10 應進行試。吊裝帶張緊時,再將吊裝帶與物品連接處松弛的部分拉緊。先將物品稍微提起,
然后檢查物品是否牢固、是否在預定位置。當使用摩擦力固定物品時,吊藍式或其它結套式連接,尤其
要注意。
如果被吊物品有傾斜的跡象,應將其放下,并重新捆扎。應重復進行試,直物品平穩。
D.3.11 時,應確保物品在控制之下,即防止物品旋轉或與其它物體碰撞。應避免瞬間或沖擊加載,
以免增加吊裝帶的受力。
吊裝物品或吊裝帶本身不應在地面或粗糙表面拖拉。
D.3.12 物品下降時,應采用與相同的控制方法。負載下降時,應避免吊裝帶被掛住,不應將物品
壓在吊裝帶上,如果這樣會造成吊裝帶損壞,則不應試圖將吊裝帶從下面抽出來。
D.3.13 作業完成,應將吊裝帶正確貯存。不使用時,應將吊裝帶儲存在清潔、干燥、通風良好的
地方;應將吊裝帶放在架子上,并使其遠離熱源,避免與化學品、煙霧、腐蝕性表面接觸;避免陽光直
射或其它紫外線輻射源。
D.3.14 吊裝帶貯存前,應檢查其在使用期間是否受到損壞。吊裝帶如果受到損壞,不能放回貯存。
D.3.15 如果用吊裝帶已經接觸了酸和/或堿,建議在貯存前用水稀釋或使用適當物質進行中和。
根據用吊裝帶的材料和D.1.1中指出的化學品的種類,在某些情況下,使用者有必要向制造商
或供貨方咨詢吊裝帶在有化學品的環境中使用后的清潔方法。
D.3.16 使用中浸濕或清洗過的吊裝帶,應懸掛起來自然風干。
D.4 檢查和維修
應由檢驗人員根據使用情況、使用環境、使用頻率及此類實際應用因素決定檢修周期。但是無論何
種情況,應保證少每年應由檢驗人員用目測方法對吊裝帶進行檢查,以確定其是否能夠繼續使用。
應保留一份此類檢測的記錄。
損壞的吊裝帶不應再使用。請勿自行維修。
附 錄 E
(資料性附錄)
本部分與 EN1492-1:2000 技術性差異及其原因
表E.1 給出了本部分與EN1492-1:2000 的技術性差異及其原因的一覽表。
表 E.1 本部分與EN1492-1:2000 技術性差異及其原因

表 E.1 (續)

表 E.1 (續)

參考文獻
[1] ISO 12480-1:1997 起重機——使用——第1 部分:總則
相關:國標吊裝帶執行標準JB/T8521—2007|中國行業標準JB/T8521—2007|吊裝帶歐洲標準EN1492—2:2000
相關新聞RELATED NEWS
- 5噸6米白色吊裝帶上的區別線12-28
- 合成纖維扁平吊裝帶規格型號不同的影響11-09
- 合成纖維吊裝帶的使用溫度與使用環境溫度10-09
- 12噸柔性吊裝帶的短護套08-31
- 丙綸吊裝帶增加吊帶保護套時的注意事項07-30
- 彩色扁平吊裝帶的護套多久更換一次07-11
- 扁平環形吊裝帶為什么需要放置在通風的環境里06-18
- 河北10噸汽車吊批發合成纖維吊裝帶的使用06-07
- 合成纖維吊裝帶使用時長度怎么調節04-06
- 吊裝帶運輸時的注意事項03-21
- 吊裝帶護套為什么不縫合在扁平吊裝帶上03-07
- 為什么丙綸吊裝帶的標簽很重要02-21
- 扁平十噸吊裝帶的包裝02-07
- 十五噸吊裝帶拖行移動的危害01-17
- 白色吊裝帶鋼管吊裝注意事項12-27
- 吊裝帶的批發及供應12-06
- 合成纖維白色吊裝帶帶身的黑點11-11
- 吊裝帶帶身護套的數量08-16
- 白色吊裝帶結套吊裝連接卸扣07-05
- 什么情況下白色吊裝帶需要進行沖洗04-26


- 2125262420
- 18233358325

- 返回頂部
- 返回首頁